13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
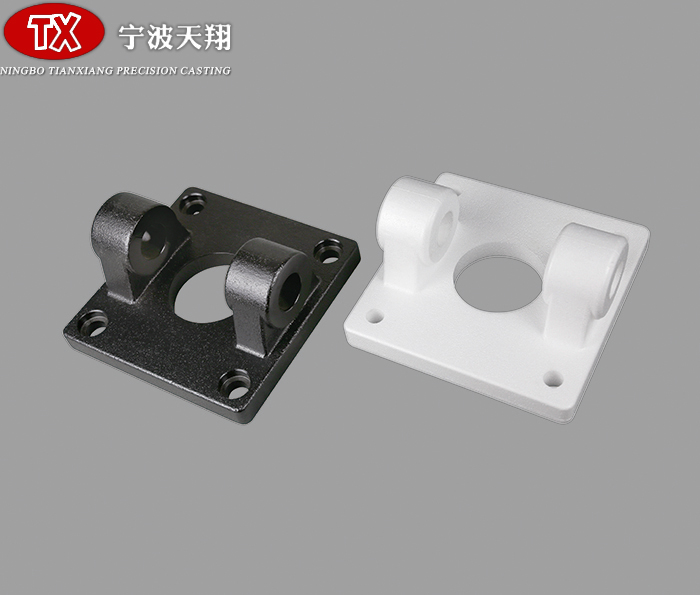
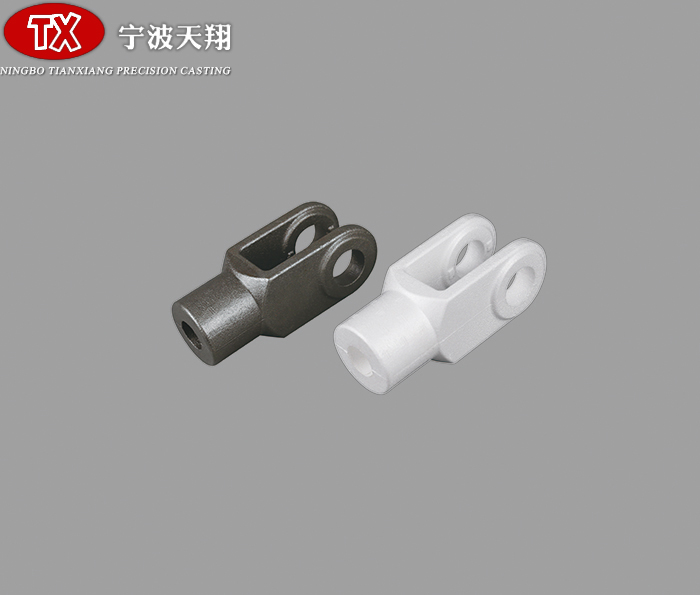
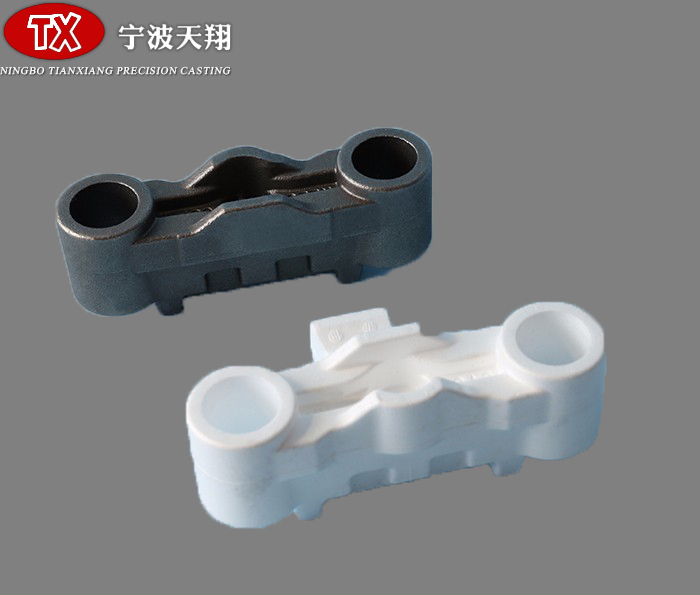
材质是QT450
浇筑加工工艺
加工工艺规定
硅溶胶铸件定制按铝合金型号生产工艺要求;5.1.2浇筑溫度按生产工艺要求;
3100Kg铁水浇筑時间低于五分钟。
操作流程
a.硅溶胶铸件加工在脱溶成份,溫度均已做到规定,脱氨也完成,断电扒渣,清理火炉上边灰砂,提前准备出钢。
b.开启煅烧炉炉口用叉子将型壳迅速挑出来,将进胶口杯指向熔炼炉出钢口。
c.旋转熔炼炉炉墙,迅速浇筑,浇筑时要稳、准、浇筑速率要快,避免脱溶飞溅,断流或细流。
d.不断用叉子将型壳选到溶炉前,维持持续浇筑,以尽早将脱溶浇完,若浇筑時间太长,须半途再度脱氨。
e.浇筑后的型壳应分散化置放,加速制冷,若制冷时要创建氧化性氛围的钢材牌号如431材料时,浇后快速在进胶口上撒稍稍蜡渣或木渣,盖上罩于制冷。
f.浇筑制冷后的型壳,送至特定地址,分炉次堆积。
常见问题
a.应以从煅烧炉中取下型壳至浇筑的時间要尽可能短,以防止型壳溫度降低过多。
b.浇筑时要加速操作速度,使每炉铁水尽早浇完,避免铁水再度空气氧化。
c.浇筑时要防止渣随铁水注入型壳中。
d.以下状况不可浇筑:型壳末烧好,钢水温度不足,铁水打渣不干净等。
e.对易造成缩松、缩松的铸造件,浇筑后可在进胶口杯上撒发烫剂,以提升进胶口的补缩功效。