13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁

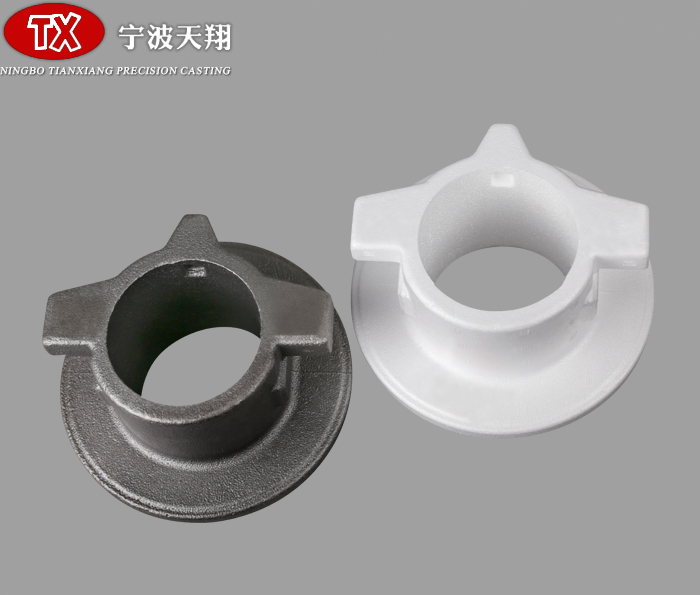
材质是QT450
斗齿铸件工厂除塑料水桶,静放桶均应立即排水管道、污水处理。
常常查验各机器设备温控仪表的斗齿铸件加工工作中情况,避免无法控制,特别是在应避免溫度过高导致蜡料脆化。
每个月查验一次蜡处理设备各高温导热油的液位部位,油位应距机器设备墙顶200mm上下,避免油外溢。并留意检查设备有没有漏油状况。
常常查验自然环境情况,防止尘土及外地人物渗入蜡料中。
加工工艺规定
室内温度22±2℃
蜡缸溫度54±2℃(大物件应依据加工工艺规定设置)射蜡嘴溫度57-64℃
压射工作压力4.2Mpa(42kgf/cm2)固化時间5-15s冷却循环水溫度<10℃
安全操作规程
查验压蜡汽车机油压、隔热保温溫度、实际操作按键等是不是一切正常。依照技术性要求调节压蜡冲机射工作压力、射蜡嘴溫度、固化時间、制冷時间等。
从保温箱体中取下蜡缸,装在压蜡机里,释放上端混有气体的蜡料。
将磨具放到压蜡机操作台表面,调节射蜡嘴使之与磨具注蜡口高度一致,查验磨具全部芯轴活块部位是不是恰当,磨具开闭是不是圆满。
开启磨具,喷上甚少一层临床诊断剂。合型,指向射蜡嘴。
两手按压工作中按键,抑制蜡模。
抽出来芯轴,开启磨具,当心取下蜡模。按要求放进冷却循环水中或放进储放盘里制冷。并查验有以下缺点的蜡模应报费:
(1)有比较严重汽泡的蜡模;(2)菱角不清楚的蜡模;
(3)形变不可以修补的蜡模;(4)规格不标记要求的蜡模。
消除磨具上残余的蜡料,留意只有用空气压缩吹净磨具临床诊断面、芯轴上的蜡屑、脱膜剂,禁止用金属材料数控刀片去铲刮凹模、抽芯。谨防危害磨具凹模位置。