
13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
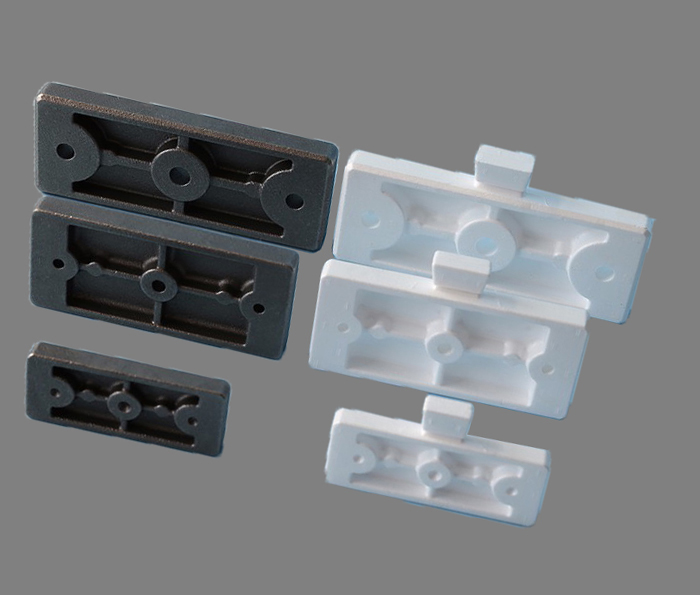
1.铸件表面粗辽宁高品质机械铸件糙度应符合GB6060.1铸造表面粗糙度比较样块的规定。2.铸件需抛光加工的表面按GB6060.4的规定执行。3.铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行。4.铸件不允许有裂纹,欠铸,疏松,气泡和辽宁机械铸件报价任何穿透性缺陷。5.铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷。

(1)不锈钢表面存积蓄高品质机械铸件报价含有其它金属元素的粉尘或异类金属颗料的附着物,在潮湿的空气中,附着物与不锈钢间的冷凝水,将二者连成一个微电池,引发了电化学反应,保护膜受到破坏,称之谓电化学腐蚀。(2)不锈钢表面粘附着有机物汁液(如瓜菜、面汤痰等),在有水氧情况下,构成有机酸,长时间则形成有机酸对金属表面的腐蚀。(3)不锈钢表面粘附含有酸、碱、盐类物质(如装修墙壁的碱水、石灰水喷辽宁高品质机械铸件测引起局部腐蚀。4)在有污染的空气中(含有大量的硫化物、氧化物、氧化氢的大气),遇冷凝水,形成硫酸、硝酸、醋酸液点,引起化学腐蚀。

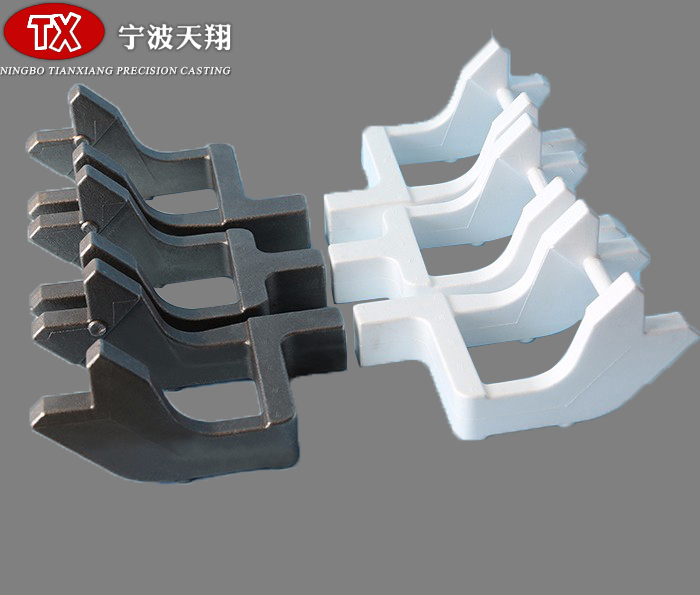
简单说高品质机械铸件说铸造厂精密铸造工艺流程:具体设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。如过程再详细点就是:压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇高品质机械铸件报价棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库
磁粉检测适合于检辽宁高品质机械铸件报价测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。磁化设备用来在铸件内外表面产生磁场,磁粉或磁悬浮液用来显示缺陷。当在铸件一定范围内产生磁场时,磁化区域内的缺陷就会产生漏磁场,当撒上磁粉或悬浮液时,磁粉被吸住,这样就可以显示出缺陷来。这样显示出的缺陷基本上都是横切磁力线的缺陷,对于平行于磁力线的长条型缺陷则显示不出来,为此,操作时需要不断改变磁化方向,以保证能辽宁机械铸件报价够检查出未知方向的各个缺陷。






