
13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁

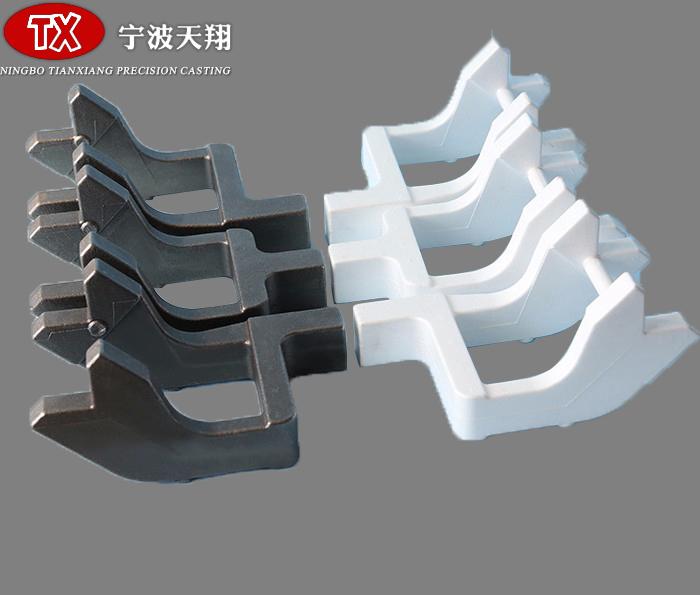
1)精密铸件优质气缸附件价格的外形应力求简单,以便于起模,应尽量使铸造分型面为平面,且数目最小;2)精密铸件的内腔应力求铸造时不用或少用型芯,当采用型芯时,应方便其支撑、固定及排气出砂,必要时应设有足够的工艺孔;3)对于精密铸件内外侧面及加强肋等结构,应在起模方向设有一定的结构斜度;4)精密铸浙江优质气缸附件件上的凸台部分与精密铸件本体不应相差过大,最好取同一高度,同一面上的距离较近的几个凸台,最好连成整体的凸起部分。

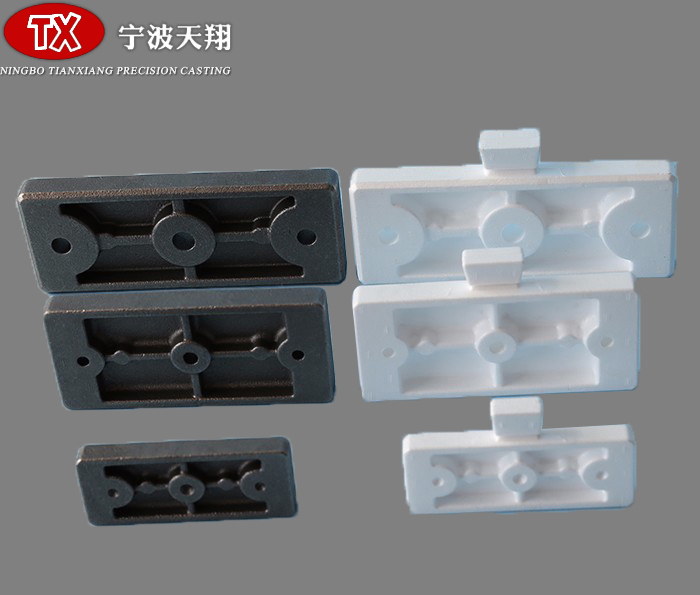
尺寸及重量的容许偏浙江优质气缸附件差和铸件的机械加工余量分别按GB6414-86GB/T11351-89GB/T11350-89标准和订货的技术条件决定,而实际偏差按技术检查部门的数据判定。所谓铸件尺寸控制是在实测平均值与铸件名义尺寸符合前提下,控制实测值的离散程度。这种离散原因通常是由于生产技术条优质气缸附件价格件和原材料特性等随机变化或系统误差所引起。精密铸件应该根据误差性质作出判断和相应对策,提高尺寸精度满足标准的要求。
为了提浙江气缸附件高灰铸铁的抗拉强度,应采用较低的碳当量,灰铸铁中的碳含量大多为2.6%~3.6%,硅的含量为1.2%~33.0%,根据铸件壁厚情况尽量取下限,适当的提高锰的含量,一般灰铸铁锰含量为0.4%~1.2%,在铸件不出现白口的情况下尽量取上限。另外还可以采取合金化办法提高铸件的抗拉强度,适当的优质气缸附件价格加入微量合金如:铬、钼、锡等元素也可明显的提高灰铸铁的抗拉强度,同时要配合做好铁水的孕育处理。
压铸件气孔广浙江气缸附件泛存在于铸件中,如何很好地解决铸件气孔缺陷一直也是很多厂家非常头痛的问题,因为气孔的原因导致使很多有压力要求的铸件不得不做报废处理,造成生产成本的浪费。浸渗广泛应用于汽车工业,气体和水力工业,压力元器件制造,粉末冶金工业等等行业中。采用优秀的浸渗工艺浸渗后的产品不仅能节约品质不良成本,完全能达到耐温,耐震动,密封性等要求,同时还能进一步提高铸件的致密性,时效性等特性。浸渗是解决铸件气孔问题而且是节约成本的最佳方案,随着世界各国对环保,品质方面的更高要求,浸渗已经不简单是对不合格产品的暂时的堵漏,而更多的是优质气缸附件价格一种品质上的保障,在发达国家的汽车行业浸渗已经做为一道必须的工序;在国内,浸渗也越来越被重视。






